|
|
ABC für Scale-Modellsegler |
mini-sail e.V.
|
1. Grundlegende Überlegungen
| [Markt] | [Überlegungen] | [Maßstab] | [Hilfsmotor] | [Voraussetzungen] | [Werkzeug] |
| [Nützliches] | [Hilfreiches] | [Kleben] | [Lackieren] | [Weichlöten] | [Hartlöten] |
 |
1.1 Was gibt es auf dem Markt? | -.- |

Der Weg zum fahrfertigen Segelschiffsmodell ist mannigfaltig. Mittlerweile bieten die einschlägigen Hersteller Bausätze und auch Fertigmodelle von der Einstiegsklasse bis hin zum anspruchsvollen Segler an. In der Regel sind die Einstiegsmodelle mit nur wenigen Details ausgestattet, das Rigg ist einfach gehalten, und die Rumpflänge liegt bei etwa 600 bis 700 mm. Wer sich für ein solches Modell entscheidet, kann mit einer relativ kurzen Bauzeit rechnen und kommt schnell zur ersten Jungfernfahrt.
Wer mehr Wert auf das Fahren und weniger auf den Bau legt oder einfach innerhalb kürzester Zeit ein zweites Modell fahren möchte, kann auf weitgehend vorgefertigte Modelle zurückgreifen. Beliebte Modelle sind hier die „Seawind“ von Kyosho oder die „Yamaha“ (Bild 1.1). Mit wenigen Handgriffen und höchstens einer Woche Bauzeit sind diese Schiffe fahrfertig. Mittlerweile sind auch wirklich komplett fertige Modelle von einigen Herstellern zu beziehen, bei denen nur noch die Akkus geladen werden müssen, und schon kann es losgehen. Obwohl lange Zeit verpönt, ist meiner Meinung nach auch dies ein gelungener Einstieg in den Modellbau.
Die zweite Stufe sind die so genannten Schnellbaukästen mit den jeweiligen Zubehörsets. Sie beinhalten in der Regel alle zum Bau des Schiffes notwendigen Teile. Je nach Modell und Hersteller sind die zugehörigen Pläne mehr oder weniger umfangreich und zeigen dem Erbauer gleichzeitig, wie die Fernsteuerung einzubauen ist. Die Auswahl an Baukästen ist groß: beginnend mit der nur 53 cm langen „Micro Magic“ von Graupner (Bild 1.2), über Schiffe um ca. 1 Meter Länge wie die „Saphir“ von Graupner (Bild 1.3) bis hin zu Großseglern wie z.B. Graupners „Rubin“(Bild 1.4) oder die „Smaragd“(Bild 1.5) und die „Atlantis“(Bild 1.6) von robbe. Als Vertreter des Gaffelriggs hat die „Colin Archer (Bild 1.7) von Billing Boats einen besonderen Stellenwert.

Bild 1.1: Die "Yamaha" glänzt mit einem hohen Vorfertigungsgrad und hoher Geschwindigkeit, insbesondere bei schwchen Wind und im glatten Wasser. Die ersten Serien hatten ein viel zu weiches Schwert mit einer Neigung zum Flattern. Dieser Fehler wurde sehr schnell vom Hersteller behobe, un das optimierte Modell kann jetzt alle Vorzüge seiner Konstruktion entfalten |

Bild 1.2: Mit einer Länge von nur 530 mm ist die "Micro Magic" von Graupner, hier in eine Bauaausführung von Torsten Hill, Wuppertal, sehr kompakt und findet auch im kleinsten Kofferraum Platz. Das Nodell wurde zum Kultobjekt, und mittlerweile gibt es eine Micro-Magic-Scene mit Veranstaltungen und eigener Homepage |

Bild 1.3: Graupners "Saphir", eine vorbildähnliche Modellkonstruktion einer modernen, sportlich schnellen Hochseesegelyacht, erreicht bereits bei leichtem Wind eine erstaunliche Geschwindigkeit, ist aber auch bei starken Wind noch gut einsetzbar. Vom derzeitigen Angebot auf dem Markt ist dieses Modell unserer Meinung nach für Einsteiger am besten geeignet. Das abgebildete Exemplar gehört einem erfahrenen Modellbauer und wurde mit einer Genza aufgewertet. |

Bild 1.4: Eine vorbildähnliche Konstruktion einer IOR-1-Tonner-Yacht mit guten Allroundeigenschaften ist die Modellsegelyacht "Rubin" von Graupner. Der optimierte Kiel mit tiefen Bleiballast erzeugt ein hohes aufrichtendes Moment und gibt der Yacht eine gute Stabilität. Dank des rasch demontierbaren Riggs ist das Modell trotz seiner Größe gut zu transportieren. |

Bild 1.5: Die "Smaragd" von robbe ist ein hervorragendes Modell mit wunderschönen Linien und seh guten Segeleigenschaften. Die Ausrüstung mit einer Genua oder einem Blister macht aus dem Schiff auch einen Guten Leichtwindsegler |

Bild 1.6: Mit der "Atlantis" von robbe erhält man einen attraktiven Zweimaster mit Spreizgaffelrigg, der sich bereits im Grundsatz durch eine gute Detaillierung auszeichnet, die sich jedoch durchaus weiter verfeinern läßt. Für leichten Wind kannman die "Atlantis" auch mit einer Genuasteuerung ausrüsten. |

Bild 1.7: Ein Modell der Rettungsketsch "RS 1", die für die Norwegische Gesellschaft zur Rettung Schiffbrüchiger 1893 gebaut wurde, ist die "Colin Archer!" von Bolling Boats. Sie ist ein schönes Modell mit guten Segeleigenschaften. |

Bild 1.8: Diese "Smaragd" wurde optisch mit einem individuellen Holzdeck und reichhaltiger Detaillierung aufgewertet, die Leichtwindeigenschaften wurden durch den Einsatz einer optimierten Genuasteuerung gegenüber der Basisausführung um ein ganzes Stück verbessert. So läßt sich auch aus einem Bausatz ein hochwertiges vorbildähnliches Modell erstellen. |

Bild 1.9: Die "Basic-Jolle" gebaut von Ralph Tacke nach dem Baupülan des Modellbauclubs Rodenkirchen. Sie ist zwar ein reines Zweckmodell, dafür segelt sie aber hervorragend und ist auch für den Eigenbau durch Kinder geeignet. Der Bauplan mit ausführlicher Baubeschreibung und Baustufenfotos steht als Freeware auf der Webseite des Vereins (www.modellbau-rodenkirchen.de) zm Download zur Verfügung. |

Bild 1.10: Die "Dulcibella", gebaut von Walter Ludwig nach einem Entwurf von Uwe Kreckel. Ebenfalls ein für Anfänger und Jugendliche gut zu bauendes Bauplanmodell mit vorbildlicher Optik und guten Segeleigenschaften. |
Der dritte Weg zum fahrfertigen Modell führt über den Kauf eines Bauplansatzes. Der große Vorteil gegenüber einem Schnellbaukasten ist die größere Auswahl sowie die Gewissheit, sein Modell nicht zu häufig auf den Gewässern zu sehen. Dafür allerdings sind kaum vorgefertigte Teile vorhanden. Meistens gibt es hier nur reine Materialsätze, aus denen dann entsprechend dem Bauplan die einzelnen Teile gefertigt werden müssen. Wenn keine Erfahrung im Bau von Segelschiffsmodellen vorhanden ist, sollte man zumindest handwerkliches Geschick und Geduld mitbringen sowie idealerweise einen Ansprechpartner haben, der einem bei Fragen weiterhelfen kann. Denn häufig liegen die Probleme in Kleinigkeiten begründet, die ein erfahrener Modellbauer (meist aus eigenen leidigen Erlebnissen) kennt. Und warum sollte man einen Fehler zweimal machen? Manchmal hilft auch der Anruf bei einem der zahlreichen Modellbauvereine oder der Besuch diverser Homepages im Internet.
Der größte Vorteil eines Selbstbaus nach Plan liegt jedoch in der Tatsache, dass Sie in Eigenleistung eine wirklich hochwertige Qualität entstehen lassen können. Damit ein Bausatzmodell überhaupt verkauft werden kann (also für einen durchschnittlichen Käufer bezahlbar bleibt), ist eine genaue Kostenanalyse vonnöten. Dadurch bedingt ist jedes Baukastenmodell grundsätzlich kompromissbehaftet, weil die Modellbauhersteller auf ihren Profit nicht verzichten können und die Kaufbereitschaft der Kunden eine Obergrenze hat. Diese Kompromisse betreffen nicht nur das äußere Erscheinungsbild, sondern auch die Fahrleistungen. Und gerade dort, wo der Rotstift eines Kalkulators „wütete“, eröffnen sich beinahe unendliche Möglichkeiten des Selbstbaus, wie der in Bild 1.8. gezeigte Ausbau des robbe-Modells „Smaragd“.
| [Markt] | [Überlegungen] | [Maßstab] | [Hilfsmotor] | [Voraussetzungen] | [Werkzeug] |
| [Nützliches] | [Hilfreiches] | [Kleben] | [Lackieren] | [Weichlöten] | [Hartlöten] |
|
|
1.2 Überlegungen | -.- |
Segelschiffsmodellbau ist nicht nur etwas für Erwachsene. Auch Kindern eröffnet sich mit ein wenig Anleitung die ganze Breite des Modellbaus. Spezielle Konstruktionen wie die Basic-Jolle (Bild 1.9) des Modellbauclubs Rodenkirchen oder die Dulcibella von Uwe Kreckel (Bild 1.10) sind so ausgelegt, dass sie kein Wissen beim Erbauer voraussetzen, mit wenig Aufwand herzustellen sind, die Kosten für das fertige Modell weit unter 100,- Euro liegen und auf aufwendige Detaillierung verzichten. Gleichzeitig verfügen diese Modelle über sehr gute Segeleigenschaften und lassen sich leicht beherrschen. Das sind alles Voraussetzungen dafür, interessierten Jugendlichen bzw. Kindern ab einem Alter von etwa zehn Jahren andere Perspektiven zu bieten, als Videospiele, Internet und Fernsehen.
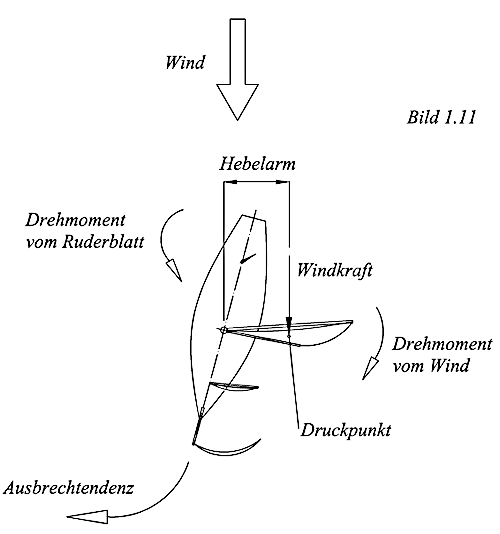
Bild 1.11: Das aufgefierte Großsegel eines gaffelgetakelten Einmasters erzeugt bei starken Wind, bedingt durch den weit außermittig liegenden Segeldruckpunkt ein starkes Drehmoment, welches eine deutliche Ausbrechtendenz nach Luv (in den Wind hinein) bewirkt. Diese Unart kann man mit dem ruder nur in eingeschränkten Ausmaß ausgleichen |
So vielfältig wie die Geschmäcker der Skipper sind auch die Schiffstypen. Hier hat der Modellbauer die Qual der Wahl. Ob Frachtsegler oder Arbeitsschiff, moderner Oceanracer oder klassische Hochseeyacht, schnittiger Teeklipper, Küstensegler, hochgetakelt oder mit Gaffel – die Auswahl ist groß und der persönliche Geschmack entscheidend. Wer zum ersten Mal nach Plan selber bauen möchte, sollte jedoch darauf achten, dass der Rumpf möglichst harmonische (gleichmäßige) und schlanke Formen aufweist. Extreme Rundungen erschweren das Aufbringen der Planken (die Planken müssen dann gewässert und vorgebogen werden) und stellen den Modellbauer vor zahlreiche zusätzliche Herausforderungen. Die Planke verwindet sich manches Mal mehrfach, da sie ja den Spanten folgen muss. In der Regel wird so eine Planke dann in mehreren Schritten angeleimt, es ist schwierig, das Material zu befestigen und auch die notwendigen Schablonen zur vorherigen Formgebung weisen teilweise abenteuerliche Verläufe auf (mehr dazu in einem späteren Kapitel). Gerade beim Bau historischer Segelschiffsmodelle kommt es vor, dass die Pappschablone für eine Planke aussieht, wie zwei aneinandergelegte S-Kurven. Was dann als fertige Holzplanke auf dem Tisch liegend eher an eine schlafende Schlange erinnert, sieht, an das Spantengerüst angelegt, dann plötzlich wieder harmonisch aus.
Für den Anfang ist es empfehlenswert, auch vom Rigg her ein eher einfaches Modell einzuplanen. Das erste Modellsegelschiff sollte daher optimaler Weise ein hochgetakelter (dreieckige „moderne“ Segel) Einmaster sein. Es ist wichtig, dass Sie bei Ihrem ersten Modell ein möglichst schnelles Erfolgserlebnis haben. Das motiviert und die gesammelten Erfahrungen helfen bei nachfolgenden komplizierteren Projekten. Falls das erste Modell unbedingt gaffelgetakelt sein sollte, sind jedoch zweimastige Fahrzeuge günstiger. Gaffelkutter (Einmaster) mit einem im Verhältnis zu den Vorsegeln riesigen Großsegel haben bei starkem Wind auf den raumen Kursen (auf den Kursen vor dem Wind) stets eine deutliche Tendenz seitlich auszubrechen. Daran ist die Fläche des gefierten Großsegels schuld, die ein starkes Drehmoment um die senkrechte Achse des Bootes erzeugt (Bild 1.11). Bei extremen Windverhältnissen kann es sogar passieren, dass ein Gaffelkutter trotz vorhandener Stabilitätsreserven gar nicht segelbar ist. Diese Unart ist bei mehrmastigen gaffelgetakelten Schiffen, insbesondere bei Gaffelketschen, deutlich weniger ausgeprägt.
| [Markt] | [Überlegungen] | [Maßstab] | [Hilfsmotor] | [Voraussetzungen] | [Werkzeug] |
| [Nützliches] | [Hilfreiches] | [Kleben] | [Lackieren] | [Weichlöten] | [Hartlöten] |
|
|
1.3 Auswahl des Maßstabs | -.- |

Bild 1.12: Das Auto eines Modellbauers auf Tour ist meist gut gefüllt. Neben den Modellen gehört einiges an Werkzeug, Ladegeräten, Kabeln sowie einige Ersatzteile ins Gepäck hinein |
Haben Sie sich für ein Vorbild entschieden, gelten die nächsten Überlegungen dem Modellmaßstab. Grundsätzlich ist ein größeres Schiff bezüglich der Fahreigenschaften einem kleineren vorzuziehen, denn die Naturgesetze lassen sich nicht auf den Kopf stellen. Mit unseren Modellen können wir zwar das verkleinerte Original auf den heimischen See holen, doch der Wind und die durch ihn erzeugten Wellen auf dem Wasser bleiben immer gleich groß. Dementsprechend ist ein kleinerer Rumpf dem Spiel der Natur weitaus stärker ausgeliefert, als ein größerer. In der Praxis bedeutet dies, dass ein kleines Schiff mit 60 cm Rumpflänge beispielsweise bei Windstärke drei aufgrund der viel zu hohen Wellen nicht mehr sicher fahren kann, während das 1,4 Meter lange Modell gegebenenfalls auch bei fünf Windstärken entsprechend gerefft (mit verkleinerter Segelfläche) noch gesegelt werden kann. Die meisten uns bekannten gut segelnden und „wetterfesten“ Modelle sind in den Maßstäben von 1:10 bis 1:20 gebaut, besitzen eine Rumpflänge von 1000 bis 1500 mm und verdrängen etwa 6 bis 15 kg.
Warum ist das so? Wenn Sie zum Beispiel ein Modell im Maßstab 1:10 bauen, verkleinern Sie zwar seine Rumpflänge zehnmal, seine Segelfläche jedoch hundertmal (10x10-mal) und seine Verdrängung sogar 1000-mal (10x10x10-mal). Das für die Stabilität eines Segelschiffs lebenswichtige Gleichgewicht zwischen seiner Segelfläche und seiner Verdrängung wird bei jedem Modellnachbau proportional zum Modellmaßstab beeinträchtigt, bei unserem Beispiel wäre (vereinfacht gesagt) das Modell gegenüber seinem Vorbild eben zehnmal ranker. Dieser Tatsache kann man bis zu einer gewissen Grenze, die bei jedem Schiff woanders liegt, entgegenwirken. Die möglichen Maßnahmen sind:
Die ersten beiden Maßnahmen können von jedem Modellbauer, also auch von einem Anfänger, problemlos in der Praxis umgesetzt werden. Beim Ausbau einer Rumpfschale macht auch das Strecken querschiffs handwerklich kaum Probleme. Man zieht die Schale einfach etwas (maximal ca. um 10 Prozent) in der Breite auseinander, und achtet dabei auf einen fließend strakenden Verlauf der Bordwände. Allerdings kommen dabei der Bug und das Heck der Schale etwas höher (der Decksprung wird ausgeprägter) und der Freibord verringert sich. Ähnliches kann man auch zeichnerisch mit einem Bauplan oder einem Schiffsriss tun. Die komfortabelsten Alternativen des Streckens sind entweder eine im vorgegebenen Ausmaß verzerrte Kopie mit einem Digitalkopierer oder das Einscannen mit nachfolgender Bildbearbeitung im PC. Sie sollten sich jedoch das Strecken der Linien bzw. einer Rumpfschale genau überlegen, denn durch diese Maßnahme entsteht bezüglich der Segeleigenschaften streng genommen ein vollkommen anderes Schiff. Dies könnte im Extremfall eine komplett neue Modellkonstruktion bedeuten, wovon ich einem weniger erfahrenen Modellbauer abraten möchte. Einigen wir uns also darauf, dass der Leichtbau und das Tieferlegen des Ballasts anfängertaugliche Maßnahmen sind, das Strecken querschiffs eine Alternative für theoretisch versierte Experten bleiben und von einem Anfänger vermieden werden sollte.
Eine andere Konsequenz der maßstäblichen Verkleinerung liegt in der üblicherweise viel zu kleinen Fläche des Ruderblatts der Modelle. Daher werden die Modellruderblätter fast ausnahmslos vergrößert. Auf diese Thematik wird in einem der nachfolgenden Kapiteln noch einmal ausführlich eingegangen.
Allerdings sollten Sie sich jetzt davor hüten, einen sehr großen Maßstab zu wählen. So imposant der Zwei-Meter-Koloss auch sein mag, so schwer ist das Modell anschließend auch. Leicht erreichen diese Modelle 30 kg und mehr Gewicht, die ins Auto gebracht werden müssen und am Gewässer auch zum Wasser zu transportieren sind. Kann man das Transportproblem noch mittels eines umfunktionierten Kinderwagens lösen, ist spätestens zum Wässern und auch wieder Herausholen des Modells eine zweite Person erforderlich.
Ähnliche Überlegungen betreffen den Aufbau- und Aufbewahrungsort. Das Schiff sollte nur so groß werden, dass es sich einerseits noch gut in der „Werft“, sprich Werkstatt, bauen lässt und ebenso gut aus dieser auch herauszubekommen ist. Es hat in unseren Modellbaukreisen schon Fälle gegeben, in denen ein Kellerfenster ausgebaut wurde, um eine Rampe in den Garten zu bauen, über die das Modell ins Freie gelangen konnte. Hier hatte der Erbauer nicht bedacht, dass das Großmodell einfach nicht um die Treppenwindung herum passte.
Gleiches gilt für das Transportfahrzeug. Schließlich sollte ihr künftiges Segelschiff im vorhandenen Auto Platz finden. Wenn Sie ein hochgetakeltes Segelschiff bauen, sollten Sie hierbei auch die Höhe (Länge) des Mastes im Auge behalten. Dieser ist hier deutlich länger als der Rumpf und möchte auch ins Auto. Eine gute Möglichkeit, lange Masten zu transportieren, ist, diese in einer angefertigten Tasche oder Ähnlichem mittels Gummibändern unter dem Autodach festzuklemmen. Bild 1.12 zeigt das Auto eines Modellbauers auf Tour.
Ein vernünftiger Kompromiss zwischen guten Segeleigenschaften auf der einen sowie einem praktikablen Transport und Handhabung auf der anderen Seite scheinen Modelle mit einer Rumpflänge um 1200 mm und einer Verdrängung um 10 kg zu sein. Die Untergrenze dieser „Mittelklasse“ liegt zirka bei 1000 mm Rumpflänge und einer Verdrängung von etwa 4 bis 5 kg. Die Obergrenze wird im wesentlichen durch die Toleranzschwelle der anderen Familienmitglieder beziehungsweise durch das Fassungsvermögen Ihres Autos individuell vorgegeben. Bedenken Sie aber bitte, dass Sie laut allgemeinen Erfahrungen ein Modellsegelboot mit einem Gesamtgewicht oberhalb von 17 kg wohl kaum ohne fremde Hilfe ins Wasser setzen können.
| [Markt] | [Überlegungen] | [Maßstab] | [Hilfsmotor] | [Voraussetzungen] | [Werkzeug] |
| [Nützliches] | [Hilfreiches] | [Kleben] | [Lackieren] | [Weichlöten] | [Hartlöten] |
|
|
1.4 Hilfsmotor | -.- |
Nachdem nun Typ und Maßstab des Segelmodells feststehen, gehört abschließend zu den ersten Überlegungen die Frage nach dem Antrieb. Natürlich Windkraft, das ist klar. Viele favorisieren jedoch den zusätzlichen Einbau eines Hilfsmotors, was häufig zu Diskussionen am See führt. Sein Zweck am Modellsegelschiff ist zumindest umstritten. Ein stets angebrachter Aspekt ist die Sorge, sein Modell nicht wieder ans Ufer zu bekommen. Seien Sie versichert: Ihr Modell kommt immer wieder ans Ufer zurück, denn auch wenn kein spürbarer Wind vorherrscht, sind stets ausreichend thermische Winde über der Wasseroberfläche vorhanden, mit denen das Modell seinen Weg zurück zum Hafen steuern kann. Zugegeben – dies kann eine ganze Weile dauern, doch Zeit hat man am Wasser eigentlich genug.
Schwerwiegender ist die Tatsache, dass die aus dem Motor, dem Fahrtregler und vor allem dem Akku bestehende Antriebseinheit ein beträchtliches Gewicht an einer falschen Stelle des Modells darstellt, und somit die Segeleigenschaften verschlechtert. Dieses Gewicht könnte an der richtigen Stelle, nämlich im Außenballast untergebracht, die Segeleigenschaften verbessern und zur Betriebssicherheit des Modells beitragen. Auch der störende Einfluss der Schraube auf die Strömungseigenschaften des Unterwasserschiffs ist natürlich beim Einsatz eines Hilfsmotors vorhanden. Aufgrund der entstehenden Verwirbelungen wird das Schiff im ungünstigsten Fall gebremst, entsprechend langsamer und schwerfälliger vor allem bei leichten Winden. Wen dies nicht stört, der kann den Einbau eines Hilfsmotors ohne Probleme einplanen. Einige Hersteller bieten widerstandsarme Klappschrauben an, die sich zusammenfalten und erst bedingt durch die Fliehkraft „aufklappen“, wenn der Motor läuft.
Dennoch ist der Wunsch nach einem Hilfsmotor insbesondere beim ersten Modell, verständlich. Man muss das Segeln erst erlernen und in kritischen Situationen würde man sich ohne einen Hilfsmotor überfordert fühlen. Auch das heimische Gewässer spielt bei der Entscheidung für oder gegen einen Hilfsmotor eine wichtige Rolle. Ist eine Strömung vorhanden oder man muss sogar auf einem Fluss segeln, kann ein Hilfsmotor (unter den Modellseglern auch spöttisch „die Unterwassergenua“ genannt) sehr gute Dienste leisten. Auf „normalen“ Gewässern werden Sie jedoch schnell bemerken, dass Sie den Motor kaum gebrauchen und werden ihn bei Ihren nächsten Modellen wahrscheinlich nicht mehr vorsehen.
Zusammenfassend kann man sagen, dass der sinnvollste Einstieg in das Hobby Segelschiffsmodellbau drei Phasen hat: Den Kauf und Zusammenbau eines Schnellbausatzes, den Bau eines Einsteigermodells (z.B. der Basic-Jolle oder der Dulcibella) und den Bau eines einsteigerfreundlichen Bauplanmodells der „Mittelklasse“ (z.B. der „Marie“ von Hoppe) bzw. eines komplexeren Baukastenmodells wie z.B. der Atlantis aus dem Hause robbe. Der modellbauerische Werdegang geht auf diese Art und Weise den Weg vom Einfachen zum Komplizierteren, man lernt nach und nach dazu und wächst mit seinen Aufgaben. Nicht zu unterschätzen ist auch ein schnelles Erfolgserlebnis gleich am Anfang der Modellbaukarriere.
| [Markt] | [Überlegungen] | [Maßstab] | [Hilfsmotor] | [Voraussetzungen] | [Werkzeug] |
| [Nützliches] | [Hilfreiches] | [Kleben] | [Lackieren] | [Weichlöten] | [Hartlöten] |
|
|
1.5 Voraussetzungen | -.- |
Mit dem Bau von Modellschiffen verbinden die meisten Gesprächspartner gleich eine große Werkstatt, unzählige Maschinen und einen Werkzeugpark, der manchem Großhandel zur Ehre gereichten würde. Nun, im Laufe der Jahre mag sich manch eine Modellbauwerkstatt tatsächlich zu einem gut ausgerüsteten Unterfangen entwickeln. Doch um mit dem Bau von Segelmodellen zu beginnen, ist weniger vonnöten, als es den Anschein hat. Natürlich lassen sich viele Arbeiten mit speziellen Werkzeugen schneller und präziser erledigen. Doch es geht in der Regel auch mit einfachen Mitteln, nur dass es bis zur Fertigstellung der jeweiligen Werkstücke einfach länger dauert.
Bevor wir uns die Grundausstattung ansehen, noch etwas zur „Werkbank“. Wenn Sie sich am See einmal mit Modellbauern unterhalten und sich die oftmals traumhaft schönen Schiffe ansehen, stellen Sie plötzlich fest, dass viele dieser Bauten nicht in einer Werkstatt, sondern an Tischen in der Wohnung entstanden sind. Auch bei mir entstand das erste Modell im Wohnzimmer. Da mir ein Bastelkeller nicht zur Verfügung steht, wandelte sich unsere Wohnung für die nächsten fünfzehn Monate wechselweise in Schreinerei, Schlosserei und den Balkon zeitweise in eine Lackiererei. Die Familie ertrug’s mit Fassung.
Natürlich sollte man Disziplin walten lassen, nach einem Bastelabend stets alles wieder wegräumen und das Säubern des Umfeldes nicht vergessen. Dann klappt es in der Regel auch mit dem Familienleben. Ein Tipp, um vor allem die Wolken aus Schleifstaub, der ja bei der Behandlung von Holz immer anfällt, einzudämmen. Nach dem Schleifen eines Teils wischt man es mit einem alten Küchenhandtuch gut ab und bläst erst dann, wenn nötig, verbliebe Partikel weg. Sind größere Flächen zum Beispiel unter Einsatz eines kleinen Dreiecksschleifers zu bearbeiten, sauge ich diese nach jedem Schleifgang zunächst ab, dann folgt das Wischen und zuletzt streiche ich stets mit der leicht feuchten Handfläche darüber. In der Regel genügt das dann, um die Ergebnisse der Arbeit genau überprüfen zu können. Kaum zu glauben, doch auf diese Weise habe ich sogar das komplette Holzdeck meiner Smaragd geschliffen, ohne das Wohnzimmer mit einer hübschen, hellen Schicht aus Schleifstaub zu bedecken.
| [Markt] | [Überlegungen] | [Maßstab] | [Hilfsmotor] | [Voraussetzungen] | [Werkzeug] |
| [Nützliches] | [Hilfreiches] | [Kleben] | [Lackieren] | [Weichlöten] | [Hartlöten] |
|
|
1.5.1 Notwendiges Werkzeug | -.- |
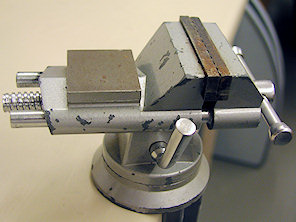
Bild 1.13: Ein kleiner, drehbarer schraubstock, der sich an fast allen Tischen per Schraubzwinge besfestigen läßt, hilft einem lange Zeit dabei, die modellbauerischen Herausforderungen (auch im Wohnzimmer) zu lösen. |

Bild 1.14: Eine kleine Puksäge (oben) eignet sich sehr gut für Sägearbeiten an Holz, Kunststoffen oder Metallen. Wenn noch feiner gesägt werden soll, ist eine Juweliersäge (unten) beseer geeignet als eine herkömmliche Laubsäge. Sie hat einen verstellbaren Bügel und eine feinfühlige Blattspannung mit einer Stellschraube. Verwendung finden ganz normale Laubsägenblätter. |
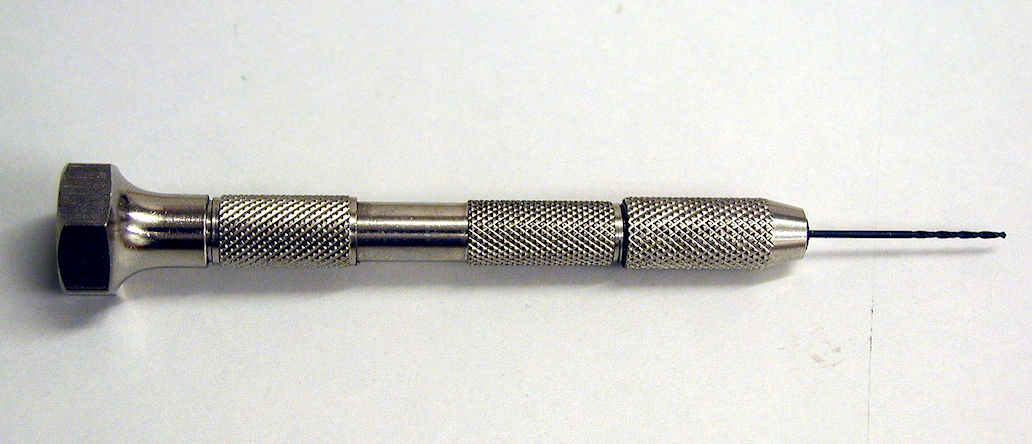
Bild 1.15: Das Stiftenklöbchen ist ein Präzisionswerkzeug zum Bohren kleiner und kleinster Löcher, wenn man eine Bohrmaschine nicht einsetzen kann oder möchte. Es leistet wertvolle Hilfe, wenn "mal eben" ein kleines Loch an schwer zugänglicher Stellen gebohrt werden muß. Auch kleine Gewindebohrer oder Reibahlen können im Stiftenklöbchen eingespannt werden. |

Bild 1.16: Die Auswahl an Zangen stellt eine solide Grundausrüstung für die Modellbauwerkstatt dar, it der sich die meisten anfallenden Arbeiten meistern lassen. |
Um gleich kritischen Anmerkungen mancher Kollegen vorzubeugen, ist der Begriff „Notwendig“ weit gefasst. Der Eine kann mit einem kleinen Hobel wahre Wunderdinge vollbringen, während ein anderer auf die Arbeit mit Feilen und Raspeln schwört. Schnell werden Sie selber Vorlieben für bestimmte Werkzeuge entwickeln und sicher auch innerhalb kürzester Zeit Ihre eigene Meinung zu diesem Thema haben. Daher möchten wir hier die aus unserer Sicht geeigneten Hilfsmittel darstellen.
Unabdingbar ist ein stabiler Schraubstock, der sich am besten noch drehen lässt. Es muss kein solcher sein, der fest mit einer Werkbank verschraubt wird. Er ließe sich ja auch an keinem Wohnzimmertisch verwenden. Mir genügte lange Zeit ein kleiner, drehbarer Schraubstock, wie ihn Bild 1.13 zeigt. Wenn man jeweils unter den Schraubstock ein Stück Holz legt und ein gleiches von unten unter die Schraubzwinge bringt, dann wird auch der beste Tisch nicht beschädigt. Beim Kauf empfehle ich Ihnen, darauf zu achten, dass der Schraubstock eine solide Führung (am besten ist eine Schwalbenschwanzführung) hat und seine Backen auf ihrer gesamten Länge wirklich parallel schließen und verlaufen.
Unerlässlich ist auch ein Teppichmesser (oder Cutter) mit gerader Klinge. Seine Einsatzzwecke sind vielfältig, und es ersetzt zum Beispiel beim Zuschneiden von Leisten häufig die Säge. Apropos Säge: Eine Laubsäge hilft vor allem beim Aussägen von gebogenen Umrissen, wohingegen eine kleine Puk- oder Bügelsäge mit festem Sägeblatt besonders dienlich bei geraden Schnitten ist (Bild 1.14).
Eine Bohrmaschine findet sich sicherlich in den meisten Haushalten, doch ist für unsere Zwecke ein Akkuschrauber besser geeignet. Er ist leichter, lässt sich entsprechend einfacher handhaben und nimmt mit seinem Bohrfutter Bohrer bis 11 mm auf. Damit ist fast allen Anwendungsfällen genüge getan. Sie werden sehen, dass man mit ein paar Kniffen auch ohne Ständerbohrmaschine äußerst präzise bohren kann. Weiterhin ist es sinnvoll, einen Metallbohrersatz von 1 mm bis 12 mm in 0,5 mm – Schritten steigend anzuschaffen. Für das Bohren kleiner und kleinster Löcher ist jedoch das Stiftenklöbchen (Bild 1.15) besser geeignet. Mit seinen auswechselbaren Spannzangen können Bohrer und andere Schaftwerkzeuge mit einem Durchmesser ab ca. 0,2 mm bis 3,2 mm gespannt werden. Die Bohrleistung eines solchen Handwerkzeugs ist zwar sehr gering, um so größer ist aber die Feinfühligkeit und unter Umständen auch die erzielbare Genauigkeit.
Ferner benötigen wir noch einige Zangen, da viele Dinge gebogen oder gehalten werden müssen. Eine gute Grundausstattung besteht aus einer großen und kleinen Spitzzange (für die meisten im Modellbau anfallenden Arbeiten sind Spitzzangen mit glatten Backen günstiger als die mit Hieb), einer kleinen Rundzange, einer Kombizange, einem Seitenschneider und einer mittleren Beißzange zum Trennen von Metallstangen und Drähten. Eine solche Auswahl ist exemplarisch in Bild 1.16 zusammengestellt.
Für feine Arbeiten haben sich Schlüsselfeilen bestens bewährt. In den angebotenen Standardsätzen sind Flach-, Spitz-, Rund-, Dreiecks-, Vierkant- und Halbrundfeilen enthalten. Für gröbere Arbeiten wäre noch eine Holzraspel mit grober und feiner Seite nützlich. Jetzt fehlt uns noch ein gutes Lineal, idealerweise aus Stahl, ein Geodreieck, ein Schleifklotz (aus einem Holzrest), Schleifpapier, eine Schere, Bleistift, Anspitzer sowie ein Radiergummi und die Grundausstattung ist perfekt.
| [Markt] | [Überlegungen] | [Maßstab] | [Hilfsmotor] | [Voraussetzungen] | [Werkzeug] |
| [Nützliches] | [Hilfreiches] | [Kleben] | [Lackieren] | [Weichlöten] | [Hartlöten] |
|
|
1.5.2 Nützliches Werkzeug | -.- |
Natürlich gibt es noch eine Unmenge an Werkzeugen, die ein Modellbauer irgendwann einmal brauchen könnte. Im folgenden sind einige davon aufgelistet. Um Dicken von Werkstoffen genau bestimmen zu können, leistet eine Schieblehre wertvolle Dienste. Sicherlich kann man auch mit dem Stahllineal noch im Halb-Millimeterbereich messen, und das geübte Auge erkennt auch noch Zehntelmillimeter. Doch dies sind nur Schätzungen und zudem fehlerbehaftet. Die Schieblehre misst mit einer Genauigkeit von 0,05 mm (fünf Hundertstelmillimeter), was für unsere Zwecke ausreichend ist. Zudem besitzt die Schieblehre auch noch einen Tiefenmessstab, mit dem Sie auf einfache Weise z.B. die Tiefe eines Bohrlochs ermitteln können. Zusätzlich kann man einen Messschieber (so lautet die korrekte Bezeichnung) auch für exaktes Anreißen zweckentfremden (siehe Trickkiste 35 im Kapitel 5.4.4).
Verschiedene Stechbeitel unterschiedlicher Größe und Klingenform leisten unschätzbare Dienste beim Herausarbeiten von Details, Schnitzen oder beispielsweise dem Einstechen der Sponung am Steven beim Bau von Holzrümpfen. Ein kleiner Hobel mit feinen Klingen ist ebenfalls ein vielseitiges Werkzeug und lässt sich zum Abarbeiten großer Flächen, Bearbeiten von Leisten, dem Kiel oder Masten einsetzen – kurz überall dort, wo in kurzer Zeit viel Material von einem Werkstück entfernt werden muss.
Gewindewerkzeuge helfen immer dann weiter, wenn lösbare Befestigungen vonnöten sind oder wenn z.B. eine Fixierung zweier oder mehrerer Teile für eine Lötverbindung realisiert werden muss. Gängige Gewindegrößen im Modellbau sind M 1, M 1,2, M 1,4, M 1,6, M 2,0, M 2,5, M 3 und M 4. Der Buchstabe „M“ kennzeichnet das metrische Gewinde, die Zahl gibt den Nenndurchmesser (das ist in etwa der Außendurchmesser des Bolzengewindes) an. Haben Sie für diese Größen dann noch jeweils sowohl einen Satz Gewindebohrer als auch die entsprechenden Schneideisen, sind Sie für beinahe alle Fälle gerüstet. In der Regel gibt es diese Größen auch in kompletten Sätzen, die preiswerter sind als einzelne Werkzeuge.
| [Markt] | [Überlegungen] | [Maßstab] | [Hilfsmotor] | [Voraussetzungen] | [Werkzeug] |
| [Nützliches] | [Hilfreiches] | [Kleben] | [Lackieren] | [Weichlöten] | [Hartlöten] |
|
|
1.5.3 Hilfreiche Maschinen | -.- |
Auch hier gilt das vorhin Gesagte. Es gibt für jeden erdenklichen Zweck die passende Maschine. Und sicherlich ist auch eine Drehmaschine für uns Modellbauer ein Segen. Doch diese Maschinen wollen wir hier einmal außer Acht lassen, sprengen sie doch meist den Rahmen des normalen Budgets. Dennoch gibt es Maschinen, die sehr empfehlenswert sind. Hierzu zählen die universellen Kleinbohrmaschinen, besser bekannt unter den Markennamen Dremel oder Proxxon. Hierfür gibt es unzählige Einsatzwerkzeuge zum Bohren, Fräsen, Schleifen, Polieren oder Sägen für feine Arbeiten. Ein solches Gerät erleichtert ungezählte Arbeitsgänge in allen Bauphasen eines Modells, da man auch noch bequem an schwer zugänglichen Stellen agieren kann und sehr genaue Arbeiten möglich sind.
Ein Bohrständer für die Handbohrmaschine und/oder für die Kleinbohrmaschine ist eine sehr sinnvolle und relativ preiswerte Anschaffung, zumal man damit im Modellbau die wesentlich teurere Ständerbohrmaschine zufriedenstellend ersetzen kann. Beim Kauf eines Bohrständers sollten Sie unbedingt auf ein geringes Spiel des Schlittens und gleichwohl auch auf seine Leichtgängigkeit achten.
Ein kleiner Dreiecksschleifer erleichtert die Bearbeitung großer Holzflächen wie Decks oder Rümpfe. Durch die Verwendung unterschiedlicher Körnungen des Schleifpapiers kann man die Maschine gut an den jeweiligen Einsatzzweck anpassen. Mit ein wenig Übung ist auch das Schleifen der Rumpfbeplankung kein Problem und vor allem wesentlich kräfteschonender als Handarbeit. Die Dosierung des Materialabtrags erfolgt hierbei durch die Stärke des Drucks, mit dem Sie das Gerät anpressen. Doch Vorsicht: Beim Schleifen dünnwandig beplankter Rümpfe verbietet sich jeglicher Einsatz von Schleifmaschinen. Während an den Stellen, wo sich die Beplankung an den Spanten abstützt, das Material abgeschliffen wird, geben die Planken zwischen den Spanten nach, und es kommt hier kaum zum Materialabtrag. Das Ergebnis ist dann eine unschön wellige Außenhaut. Um dies zu vermeiden, müssen solche Rümpfe ausschließlich von Hand geschliffen werden. Eigentlich handelt es sich hierbei eher um ein sanftes Streicheln mit dem Schleifpapier als um das Schleifen im üblichen Sinne.
Ein besonders nützlicher Helfer ist eine kleine Kreissäge, wie sie zum Beispiel von Böhler oder Proxxon angeboten wird. Einmal in der Werkstatt, möchte man dieses Gerät nicht mehr missen. Gleich ob Leisten zugeschnitten werden, Gehrungen zu schneiden sind oder sonstige gerade Schnitte ausgeführt werden müssen, ist die kleine Tischkreissäge das Gerät der Wahl. Auf keine andere Weise können Sie schneller beispielsweise aus größeren Leisten passende, stets gleiche Streifen mit geraden Kanten für Planken herstellen. Je nach Sägeblatt sind selbst feine Streifen von unter 0,5 mm möglich. Beim Einsatz von einem schmalen feingezahnten HSS-Sägeblatt, geringer Drehzahl und einem langsamen Vorschub ist selbst das Sägen von Buntmetallen kein Problem. Einige Modellteile, wie z.B. Grätinge oder Profilleisten sind ohne eine präzise kleine Tischkreissäge kaum herstellbar.
Bei allen technischen Finessen und Hilfen gilt jedoch: Ganz gleich, wie gut Sie Ihre Modell-Werkstatt ausrüsten, ist und bleibt das eigene Auge und die Hand der beste Gradmesser für das spätere Ergebnis.
| [Markt] | [Überlegungen] | [Maßstab] | [Hilfsmotor] | [Voraussetzungen] | [Werkzeug] |
| [Nützliches] | [Hilfreiches] | [Kleben] | [Lackieren] | [Weichlöten] | [Hartlöten] |
|
|
1.5.4 Kleben, aber richtig | -.- |
Dauerhaft haltbare Verbindungen sind die Grundvoraussetzung, um lange Zeit Freude an seinem Modell zu haben. Mechanische Stabilität wird zwar größtenteils durch diverse bauliche Maßnahmen wie Verstrebungen hergestellt, was in späteren Kapiteln noch zu sehen ist, dennoch bilden Verklebungen hierfür das Grundgerüst. Da wir zu neunzig Prozent mit Hölzern arbeiten, ist Holzleim einer der Standardkleber.
Wasserfester Holzleim:
Wasserfester Weißleim von Ponal hat sich seit Jahren hervorragend bewährt. Er kommt dort zum Einsatz, wo die Klebestelle längere Zeit fixiert werden kann, ohne dass während des Klebevorgangs eine mechanische Beanspruchung zu befürchten ist.
„Sekundenkleber“ für Holz:
An kniffligen Stellen, an denen sich zwei Werkstücke nicht durch Zwingen oder ähnliches halten lassen und die Hände das Werkzeug sind, empfiehlt sich der Einsatz von Wicoll Express. Obwohl es sich hierbei auch um einen Weißleim handelt, ist es quasi der Sekundenkleber für Hölzer und liefert eine bereits nach fünf Minuten belastbare Verklebung. Dieser Kleber ist nicht in den einschlägigen Bauhäusern erhältlich, sondern muss im Modellbaufachgeschäft bezogen werden. Bei der Verarbeitung ist lediglich zu beachten, dass sich die Werkstücke nach zirka zwei Minuten nur noch schwer in ihrer Position verändern lassen. Korrekturen sind dann nur noch durch vorsichtiges Trennen möglich.
Klassische Sekundenkleber:
Obgleich alle klassischen Sekundenkleber auf Cyanacrylat-Basis wasserlöslich sind, leisten sie uns dennoch wertvolle Hilfe bei der Konstruktion unserer Modelle. Wasserlöslich bedeutet nicht, dass sich die Verklebung nach Kontakt mit Wasser sofort löst. Doch dauerhafte Feuchtigkeit genügt, um die Klebestelle porös werden zu lassen, so dass sie letztlich aufbricht. Hiervor schützt eine sorgfältige Lackierung, die für eine Versiegelung der Oberflächen und Nahtstellen sorgt. Mehr dazu in einem separaten Kapitel. Grundsätzlich eignen sich Sekundenkleber für die Herstellung nicht belasteter Verklebungen oder quasi als Hilfswerkzeug für eine nachfolgende, andersartige Verklebung. Noch eines: Sekundenkleber gehören nach dem Gebrauch unbedingt in den Kühlschrank. Hier sollten Sie beim weiblichen Familienvorstand um ein Plätzchen feilschen.
Wir unterscheiden zwei Arten von Sekundeklebern: flüssig und gelartig. Die flüssigen Kleber wiederum sind in drei Varianten erhältlich: dünnflüssig, mittelviskos und zähflüssig. Gilt es beispielsweise beim Ausbau einer Rumpfschale umlaufende Nähte zwischen Deck und Rumpf zu verkleben, sind die dünnflüssigen Kleber bestens geeignet, da der Kleber durch Drehen des Bootskörpers an der Nahtstelle entlangläuft. Die Flaschen sind in der Regel mit einem blauen Aufkleber versehen. Er bindet sehr schnell ab (15-30 Sekunden), weshalb die entsprechenden Teile gut fixiert sein müssen.
 Trickkiste 01
Trickkiste 01 
Der mittelviskose Kleber hat eine etwas längere Verarbeitungszeit (zirka eine Minute) und lässt sich aufgrund seiner geringeren Fließgeschwindigkeit für zahlreiche Klebungen einsetzen.
Mit dem zähflüssigen Sekundenkleber können Bauteile miteinander verbunden werden, an denen der Klebstoff möglichst nicht weglaufen soll. Seine Verarbeitungszeit reicht bis zu zwei Minuten.
Anstelle des zähflüssigen Klebers verwende ich am liebsten jedoch den gelartigen Sekundenkleber. Er hat die angenehme Eigenschaft, dort haften zu bleiben, wo er aufgetragen wurde und besitzt obendrein auch noch hervorragende Klebefähigkeit. Der Nachteil ist, dass man ihn nicht an eine gewünschte Stelle „laufen“ lassen kann, also ein guter Zugang zur Klebeposition gewährleistet sein muss. Auch er hat eine relativ lange Verarbeitungszeit von bis zu 2,5 Minuten. Um das Abbinden von Sekundenklebern auf Cyanacrylat-Basis zu beschleunigen, sind im Fachhandel sogenannte Aktivatoren erhältlich. Sie werden auf die angefertigte Klebestelle aufgetragen und bewirken das sofortige Abbinden des Klebstoffes. Auf diese Weise lassen sich zum Beispiel unter Spannung stehende Teile wie gebogene Planken oder in Kurven zu verlegendes Material schnell zum Halten bringen, ohne die beiden Werkstücke mit haarsträubenden Fingerübungen bis zum Abbinden festzuhalten. Allerdings ist eine solche Verwendung vom Aktivator eigentlich zweckentfremdet. Bei seiner richtigen Anwendung sollte man den Aktivator auf beide Klebeflächen auftragen und eintrocknen lassen, was nur einige wenige Sekunden dauert. Dann wird eine der Klebeflächen sparsam mit Sekundenkleber benetzt und die Teile vorerst ohne Anpressdruck zusammengefügt. Jetzt hat man einige Sekunden Zeit zum Ausrichten der Teile, die auf der Kleberschicht gleitend gegeneinander verschoben werden können. Durch das anschließende feste Andrücken verbindet man die Teile in Sekundenschnelle endgültig.
Trickkiste 02
Im Allgemeinen kann man sagen: Je saugfähiger, rauer und ungenauer die zu verklebenden Flächen sind, desto dickflüssiger muss der verwendete Sekundenkleber sein. Allerdings ist auch der gelartige Sekundenkleber nicht spaltfüllend, und die Klebeflächen sollten schon relativ passgenau sein. Der Klebespalt darf nach Möglichkeit nicht breiter sein als 0,2 mm.
Epoxydkleber:
Klebstoffe auf Epoxydbasis sind Zwei-Komponenten-Kleber. Hierbei werden Harz und Härter aus jeweils unterschiedlichen Gefäßen (Tuben, Dosen) in einem bestimmten Verhältnis miteinander gemischt. Wichtig ist hierbei, das Mischungsverhältnis der Komponenten so genau wie möglich einzuhalten und die Masse stets gut und so lange zu verrühren, bis sie eine gleichmäßige Konsistenz und Färbung besitzt. Die Klebeverbindungen mit Epoxydharzklebern sind von der Belastbarkeit her die hochwertigsten von allen hier vorgestellten Klebstoffsystemen. Epoxydkleber sind spaltfüllend und eignen sich für Verklebungen sowohl saugfähiger als auch nicht saugfähiger Werkstoffe. Zwei Dinge sind allerdings beim Umgang mit Epoxyd unbedingt zu beachten. Das Material ist hochgiftig und muss daher unbedingt fern von Kinderhänden aufbewahrt werden. Bei der Verarbeitung empfiehlt es sich, einfache OP-Handschuhe anzuziehen, die es in allen Drogeriemärkten oder in Apotheken gibt.
Zum anderen haben diese Werkstoffe die Eigenschaft, mit dem Abbinden heiß zu werden. Je nach aufgetragener Menge wirkt sich die Wärmeentwicklung stärker oder weniger stark aus. An diesen Umstand sollten Sie vor allem bei der Arbeit an Kunststoffteilen denken. Sonst kann es sein, dass die Verklebung zwar gehalten hätte, sich das Epoxydharz jedoch durch das Material geschmolzen hat. Modellbaukollegen mit Seglern aus Kunststoffrümpfen können hiervon einige Geschichten erzählen.
Auch bei diesen Klebern gibt es schnelle, mittelschnelle und langsam härtende Versionen.
Trickkiste 03
Langhärtende Epoxyde benötigen zum Aushärten bei Raumtemperatur bis zu 24 Stunden, wobei nach etwa 12 Stunden eine haltende Verbindung vorhanden ist. Dafür lässt sich das Material auch meistens bis zu eineinhalb Stunden verarbeiten, was zum Beispiel bei Spachtel- und Laminierarbeiten ein großer Vorteil ist. Die Wartezeiten kann man in der Regel mit Arbeiten an anderen Details gut überbrücken oder einfach als Pausenzeit betrachten.
Schnellhärtende Epoxyde erzeugen in der Regel innerhalb von fünf Minuten feste, dauerhafte, wasser- und kraftstoffbeständige Verbindungen. Sie sind überall dort perfekte Kleber, wo es auf eine kurze Aushärtungszeit sowie eine stabile, dauerhafte Verbindung ankommt.
Ein weiterer großer Vorteil der Epoxydharzkleber ist, dass sie keine ätzenden Rückstände hinterlassen und klar aushärten. Kleben Sie zum Beispiel Fensterscheiben mit Sekundenklebern ein, entsteht schnell rund um die Klebestellen ein weißer Schleier, der sich kaum mehr entfernen lässt. Die Fensterscheibe sieht dann aus, als bestünde sie aus Milchglas. Diesen Effekt bezeichnet man auch als „ausblühen“. Epoxyd löst die Werkstücke nicht an und härtet ohne Rückstände aus. So lassen sich auch mit einem Laserdrucker auf Folie hergestellte Armaturen bestens mit einer Konsole verkleben, ohne dass die Druckerschwärze verläuft oder das Druckbild gar gänzlich verschwindet.
Stabilit Express ist ein allseits bekannter Zweikomponentenkleber, der häufig im Modellbau anzutreffen ist. Hier wird dem Harz ein Härterpulver beigemischt. Die praktische Portionierpfanne und ein Messlöffel erleichtern das Mischen des Klebers und innerhalb weniger Minuten erreicht man hochfeste Verbindungen. Allerdings sollte man Stabilit nicht für mechanisch stark beanspruchte Verbindungen nehmen, da die Klebestellen zwar extrem hart, aber auch recht spröde sind. Auch ist Stabilit ähnlich wie Sekundenkleber nicht wasserfest. Dennoch gehört meiner Ansicht nach eine Packung dieses Klebers in jede Modellbauwerkstatt, da er sehr gute füllende Eigenschaften besitzt und sich leicht modellieren lässt.
| [Markt] | [Überlegungen] | [Maßstab] | [Hilfsmotor] | [Voraussetzungen] | [Werkzeug] |
| [Nützliches] | [Hilfreiches] | [Kleben] | [Lackieren] | [Weichlöten] | [Hartlöten] |
|
|
1.5.5 Lackieren von Holzschiffen | -.- |
An dieser Stelle soll etwas genauer auf das Lackieren eingegangen werden. Das Holz ist ja im späteren Betrieb permanent dem Wasser ausgesetzt. Daher muss es so gut wie möglich vor dem Eindringen von Feuchtigkeit geschützt werden. Zwar ist es kein Problem, bei rechtzeitiger Behandlung auch solche Schäden zu beheben, doch ist dies stets mit viel Arbeit verbunden und geht oftmals trotz aller Sorgfalt nicht spurlos am Modell vorüber. Hinzu kommt, dass manche Stellen nur schwer zugänglich sind.
Die Behandlung von Holz erfolgt eigentlich in zwei Stufen. Wasserfestigkeit wird durch eine Imprägnierung mit einem Polyurethanharz erreicht, und mit den anschließenden zwei bis drei Lackaufträgen wird gegebenenfalls der Optik Rechnung getragen.
Während der Bauphase ist es durchaus sinnvoll, einzelne Baugruppen nach deren Fertigstellung zumindest mit einer Schutzlackierung zu versehen. Dies gilt insbesondere für den Rumpf. Nachdem der Rumpf schön verschliffen ist, sollten Sie diesen relativ zeitnah lackieren. Dies schützt die Holzoberfläche vor Schäden durch Stöße und verhindert gleichzeitig, dass die jetzt schöne Oberfläche während der weiteren Bauphase wieder verschmutzt. Grundsätzlich sollten für diese Arbeiten Lacke verwendet werden, die sehr hart, zäh, wasserabweisend und abriebfest sind. Sehr gut bewährt haben sich die Einkomponenten-Polyurethanharze von Voss-Chemie G4 und G8, die auch im Bootsbau zum Einsatz kommen. Beide Typen sind für den wasserfesten Außenanstrich von Holzrümpfen ausgelegt. G4 lässt sich etwas höher verdünnen und wird im Laufe der Zeit leicht gelblich. G8 vergilbt nicht, kann allerdings nicht ganz so dünnflüssig verarbeitet werden. Beide Harze liefern hochglänzende Oberflächen.
Bei Modellen älterer Vorbilder oder bei Arbeitsschiffen wäre eine Hochglanzoptik jedoch ein Stilbruch. In solchen Fällen empfiehlt es sich, die Endbehandlung mit einer Parkettversiegelung auf Polyurethanbasis auszuführen. In der Modellbaupraxis hat sich der UNI-Siegel von der Firma Janssen vielfach sehr gut bewährt. Diesen Lack konnte man noch vor einigen Jahren in vielen Baumärkten kaufen, mittlerweile wurde er von für unsere Zwecke qualitativ minderwertigen Lasuren verdrängt. Es ist jedoch möglich, ihn z.B. über einen Holzhändler zu beziehen oder direkt bei der Firma Janssen nach einer Bezugsquelle in Ihrer Nähe zu fragen. Der UNI-Siegel ist in den Ausführungen „hochglänzend“, „seidenglänzend“ und „tuffmatt“ erhältlich. Besonders empfehlenswert ist der seidenglänzende Lack, mit dem auch ein Ungeübter sehr präzise wirkende Oberflächen erzielen kann. Der matte Lack, der aus der Sicht der Vorbildähnlichkeit eigentlich besser geeignet wäre, lässt sich leider nicht so unproblematisch verarbeiten. Selbst bei sparsamem Auftrag tendiert er zu einer Hohlkehlenbildung in den Ecken, und wenn er übermäßig mager aufgetragen wird, bleiben nach dem Durchtrocknen die Pinselstriche sichtbar.
Allen Polyurethanharzen und –lacken ist gemeinsam, dass sie bedingt durch die Luftfeuchtigkeit aushärten. Bei der Arbeit sollte man daher extreme Wetterlagen vermeiden. Bei zu trockener Luft verlangsamt sich der Aushärteprozess stark, eine viel zu hohe Luftfeuchtigkeit führt zu einer stürmisch ablaufenden Reaktion mit einer starken Blasenbildung auf der Lackoberfläche.
Grundsätzlich sollten alle Holzteile eines Modells acht bis zehn mal gestrichen werden. Dabei erfolgen die ersten vier bis sechs Aufträge mit möglichst dünnflüssigem G4 oder G8, damit das Harz tief in die Holzporen eindringen kann und wirklich jede Faser des Holzes erreicht.
Trickkiste 04
Mit den erwähnten Harzen G4 oder G8 (Vorsicht, G4 ist im Gegenteil zu G8 nicht UV-beständig und vergilbt) erfolgen zunächst im hochverdünnten (ca. 30 % Verdünneranteil) Zustand drei bis vier Anstriche. Dies hat den Zweck, das Holz vollkommen mit dem Harz zu durchtränken und möglichst alle Holzfasern zu erreichen. Der erste Harzauftrag wird vom Holz förmlich aufgesaugt, so dass es bereits nach wenigen Minuten an der Oberfläche vollkommen trocken erscheint. Ein dickeres Harz würde an der Oberfläche kleben bleiben und nicht mehr tief eindringen können.
Bei den nachfolgenden Anstrichen erhöht man den Harzanteil, man arbeitet jedoch weiter mit einem etwas verdünntem Harz. Um einwandfreie Ergebnisse zu erzielen, sollte man die Vorgaben der Hersteller beachten. Ab der ca. dritten bis vierten Harzschicht sollte zwischen jedem Harzauftrag dieser genügend Zeit zum Trocknen bekommen. Danach ist die Oberfläche mit feinem Schleifpapier (300er – 500er) erneut leicht anzurauhen. Das Imprägnieren wiederholt man so viele Male, bis die frisch aufgetragene Harzschicht gleichmäßig (!) glänzend erscheint und sich nach dem Durchtrocknen einigermaßen glatt anfühlt. In der Regel wird dieser Zustand nach fünf bis sieben Harzaufträgen erreicht. Vor jedem neuen Lackauftrag muss der Rumpf (oder andere Holzteile) mit einem leicht feuchten Lappen abgewischt werden, um durch Staubpartikel verursachten Pickeln vorzubeugen.
Wichtig ist auch eine gründliche Imprägnierung der Aufbauten im Inneren, an den Unterseiten und Unterkanten. Oft wird dies vergessen oder nur ungenügend ausgeführt. Das führt schnell dazu, dass an solchen Kanten und Flächen das Wasser in die Kapillaren eindringen und das Holz auf Dauer zerstören kann. Insbesondere Hirnholz muss sehr sorgfältig geschützt werden.
Wird das Holz auf diese Weise vorbehandelt, erzeugen Sie vor allem bei dünnen Hölzern quasi ein Stück Kunststoff, da das Holz durch und durch mit Harz getränkt ist. Die Holzoptik geht dabei jedoch nicht verloren. Aus der Anwendung des Harzes auf Einzelteile der Aufbauten während des Baus ergibt sich ein weiterer Vorteil. Da die Aufbauten oft zu einem Großteil aus dünnem Birkensperrholz oder Furnieren von 0,5 mm bis 1 mm Dicke gefertigt werden, besteht die Gefahr des Splitterns und Reißens des Holzes bei der Bearbeitung nicht mehr, wobei die Arbeiten wesentlich schneller und auch genauer von der Hand gehen.
Falls Sie eine hochglänzende Oberfläche nicht stört (oder falls es vom Vorbild her so sein soll) kann die Endbehandlung nach erfolgter Imprägnierung ebenfalls mit G4 oder G8 ausgeführt werden. In der Regel reichen ein bis zwei Anstriche mit nur leicht (ca. 10 % Verdünneranteil) verdünntem Harz.
Feste (angeklebte) Details wie Bullaugen, Handläufe, Klampen und Ähnliches sollten erst nach dem Abschluss der Lackierung angebracht und separat lackiert werden, um scharfe Aufsatzkanten zu erhalten. Andernfalls bildet der Lack unschöne "Hohlkehlen". Um auch an diesen Klebestellen eine gute Wasserfestigkeit zu erreichen, sollten die Details vorzugsweise mit einem Zweikomponentenkleber (Epoxydharzkleber) angeklebt werden.
| [Markt] | [Überlegungen] | [Maßstab] | [Hilfsmotor] | [Voraussetzungen] | [Werkzeug] |
| [Nützliches] | [Hilfreiches] | [Kleben] | [Lackieren] | [Weichlöten] | [Hartlöten] |
|
|
1.5.6 Weichlöten | -.- |
Ein unabdingbares Werkzeug für jeden Modellbauer ist der Lötkolben zum Weichlöten. Auch wenn jetzt der eine oder andere Sorgenfalten bekommt, ist das Ganze nicht so schwierig, wie es vielleicht oft den Anschien hat. Die Basis für erfolgreiches Weichlöten im Modellbau ist entweder eine elektronische Lötstation oder zwei Lötkolben mit unterschiedlichen Leistungen (Wattzahl). Die Wattzahl bestimmt einerseits die an der Lötspitze anstehende Temperatur (je höher desto wärmer). Allerdings hat sie auch noch eine andere Bedeutung. Sollen größere oder dickere Werkstücke miteinander verlötet werden, schaffen Lötkolben mit geringer Leistung es einfach nicht mehr, beide Teile auf die für eine saubere Lötung notwendige Temperatur zu bringen. Das Ergebnis sind so genannte „kalte Lötstellen“, bei denen das Lot keine richtige Verbindung mit den Werkstoffen einging. Es ist nur eine Frage der Zeit, wann diese Lötstellen wieder aufbrechen.
Trickkiste 05
Um zwei Metallteile haltbar miteinander zu verbinden, werden diese verlötet. Obwohl aus der Sicht der Festigkeit der Lötstellen Weichlöten ausreichen würde, stört der Lötzinn den optischen Eindruck bei Teilen, die nicht noch einmal farbig lackiert werden, doch erheblich. Daher ist es besser, wenn derartige Relingstützen, Bug- und Heckkörbe und andere aus Messing gefertigte (Beschlag)-Teile, hart gelötet werden. Das Verlöten von Röhrchen und Drähten erfordert aufgrund der großen Oberflächen mehr Leistung. Ich verwende hierfür einen 90 Watt Lötkolben mit breiter, flacher Spitze. Da die Teile sehr warm werden und sich das Einspannen in den Schraubstock wegen der Wärmeableitung verbietet, stecke ich die zu bearbeitenden Teile stets in Holzklötze oder Leisten. Um saubere Lötstellen und wirklich feste Verbindungen zu erhalten, muss das Lötzinn wirklich um beide Teile fließen. Neben einem guten Flussmittel ist die richtige Temperatur der Werkstücke entscheidend. Die erste Voraussetzung, das Flussmittel, bringen moderne Lötzinne bereits mit. Sie sind in der Regel hohl mit einem Kern aus auf das Zinn abgestimmtem Flussmittel. Während des Erhitzens des Lötzinns wird das Flussmittel flüssig und versetzt das Zinn erst in die Lage, auf den Metallen zu fließen.

Bild 1.17: Um eine gute Verbindung zwischen zwei zu verlötenden teilen zu schaffen und den Lötvorgang zu vereinfachen, wird zunächst ein großer Tropfen Lötzinn auf die Feilstelle an der Strebe aufgebracht, wobei gleich der obere Teil des Messingröhrchens mit Zinn gefüllt wird. |

Bild 1.18: Zum Abschluß der Lötarbeiten werden eventuelle Grate und zu dicke Lötpunkte abgefeilt und geschliffen. Anschließend ist die Nahtstelle (bis auf das helle Lötzinn) nicht mehr sichtbar, und nach dem Lackieren sieht das Werkstück wie aus einem Gauß aus. |
Zunächst bringen wir einen großen Tropfen Lötzinn auf die Feilstelle an der Strebe auf (Bild 1.17), wobei gleich der obere Teil des Messingröhrchens mit Zinn gefüllt wird. Nun stecken Sie Strebe und Stütze in das vorbereitete Holz und erhitzen die Relingstütze von der der Strebe abgewandten Seite her. Dies ist entscheidend für alle Lötungen. Ein häufiger Fehler ist, die Spitze des Lötkolbens in unserem Fall an die Stoßstelle der beiden Teile zu halten. Damit bringt man aber nur das Lötzinn zum schmelzen, ohne die Werkstücke an sich ausreichend erhitzt zu haben. Das Ergebnis sind so genannte „kalte Lötstellen“, die anfänglich stabil aussehen und dann mit der Zeit oder bei der kleinsten Belastung plötzlich brechen.
Machen Sie es doch einfach gleich richtig und wundern Sie sich nicht, wenn das Metall scheinbar gar nicht richtig warm werden möchte. Das kann je nach Größe und Durchmesser des Objektes etwas dauern. Ob die richtige Temperatur erreicht ist, lässt sich ganz leicht prüfen. In unserem Beispiel brauchen Sie nur die vorverzinnte Strebe an die Stütze drücken. Schmilzt das Lot, ist die Stütze warm genug. Wenn nicht, ist noch ein wenig Geduld gefragt. Das Ergebnis wird Sie mit Sicherheit für den geringen Zeitaufwand entschädigen, denn das Zinn verläuft jetzt ganz sauber und umschließt alle Kanten und Spanten, so dass die Übergangsstelle aussieht, als wäre die komplette Relingstütze aus einem Stück entstanden. Stellen Sie während des Lötens fest, dass die Zinnmenge nicht ausrecht, geben Sie (jetzt allerdings direkt auf die Nahtstelle) entsprechend Zinn dazu. Abschließend werden eventuelle Grate und zu dicke Lötpunkte abgefeilt, geschliffen und anschließend ist die Nahtstelle nicht mehr sichtbar (Bild 1.18).
Trickkiste 06
| [Markt] | [Überlegungen] | [Maßstab] | [Hilfsmotor] | [Voraussetzungen] | [Werkzeug] |
| [Nützliches] | [Hilfreiches] | [Kleben] | [Lackieren] | [Weichlöten] | [Hartlöten] |
|
|
1.5.7 Hartlötenn | -.- |
Beim Segelschiffsmodellbau kommen Hartlötverbindungen überwiegend bei der Herstellung von Beschlägen vor. Die Hartlötverbindungen kommen bei höheren Temperaturen zu Stande und haben eine höhere Festigkeit als die weich gelöteten. Beim Löten von typischer Weise im Segelschiffsmodellbau verarbeitetem Messing kommt noch hinzu, dass die Lötnaht von ihrer Farbe her dem Basiswerkstoff exakt entspricht. Das ist für die optische Wirkung der gelöteten Teile ein riesiger Vorteil gegenüber dem Weichlöten. Hart gelötete Beschlagteile sehen aus wie aus einem Guss, egal ob sie auf Hochglanz poliert oder aber chemisch geschwärzt werden. Eigentlich sprechen alle Aspekte für das Hartlöten, doch es gibt auch einige Hürden, die man meistern muss.
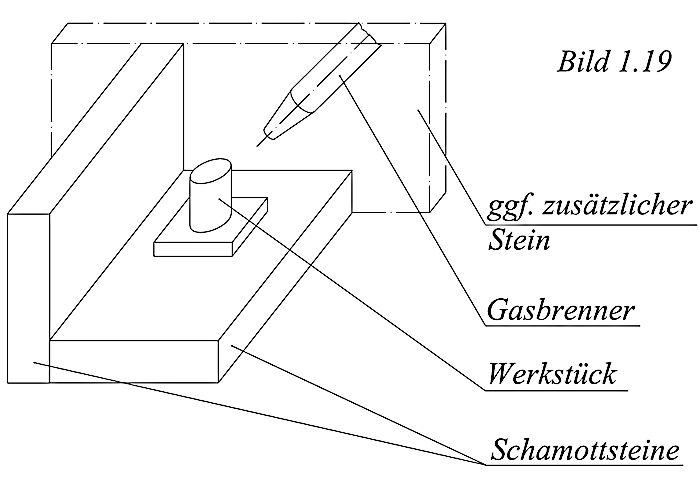
Bild 1.19: Schamottsteine helfen, die Wärmeverluste auf das Mindestmaß zu reduzieren. Due dargestellte Anordnung ist für die meisten Lötarbeiten ausreichend. Falls Sie große Werkstücke it einem extremen Wärmebedarf zu löten haben, sollten sie noch einen Stein seitlich dazu legen, und in der so entstandenen Ecke löten. |
Beim Hartlöten verwendet man zum Erhitzen der Werkstücke einen Gasbrenner. Die erste Voraussetzung für das Gelingen der Arbeit ist die richtige Auswahl des Brenners. Die auf Modellbaumessen angebotenen Brenner werden mit Feuerzeuggas betrieben, und sind höchstens für die allerfeinsten Werkstücke tauglich. Die Grenze dieser Geräte liegt etwa beim Verlöten zweier Messingdrähte mit einem Durchmesser von ca. 1,5 mm. Die auf der Verpackung angepriesene Flammentemperatur von 1300 °C wird zwar erreicht, doch die Wärmeleistung ist für ein sinnvolles Arbeiten viel zu gering. Der Unterschied zwischen der Temperatur und der Wärme ist etwa gleich mit dem zwischen der Drehzahl und dem Drehmoment in der Mechanik bzw. mit dem zwischen der Spannung und dem Strom in der Elektrotechnik. Daher sollte man bezogen auf das Hartlöten (zum Weichlöten sind sie immerhin sehr gut tauglich) von diesen Spielzeuggeräten die Finger lassen, und sich lieber im Baumarkt eins von den für das Löten von Rohrleitungen angebotenen Heimwerker-Lötsets holen. Beim Kauf ist auf die erzielbare Löttemperatur, die einigermaßen Aufschluss über die Wärmeleistung gibt, zu achten. Um sämtliche Anwendungsfälle abzudecken, sollte die Löttemperatur oberhalb von 800 °C liegen. Diese Geräte werden mit praktischen Gaskartuschen betrieben, die man ebenfalls im Baumarkt kaufen kann.
Die nächste Voraussetzung ist die Gestaltung des Arbeitsplatzes beim Löten bzw. die Art und Weise des Einspannens der Werkstücke. Selbst bei einem leistungsfähigen Gasbrenner müssen die Wärmeverluste auf das Mindestmaß reduziert werden. Um dies zu gewährleisten, sollte man sich mindestens zwei Schamottsteine besorgen, die man gemäß Bild 1.19 auf die Werkbank legt. Die zu lötenden Werkstücke werden auf den waagerechten Stein gelegt. Die Position der Werkstücke zueinander wird durch geeignete Stifte oder Schrauben bzw. mit einer selbstschließenden Lötpinzette fixiert. Das ist sehr wichtig, denn beim Lötvorgang hält die eine Hand den Brenner und die andere das Lot.
Das Wichtigste beim Hartlöten ist jedoch die Wahl des Lots und des Flussmittels. Nach einigen missglückten Versuchen mit Systemen aus dem Baumarkt bin ich auf das Angebot der Firma Hans Rexin Löt- & Schweißtechnik Nauenstrasse 5, D- 44309 Dortmund, Telefon / Fax: +49-231-256353, www.rexin-loettechnik.de gestoßen. Es handelt sich um das Universallot 590, mit dem man Messing, Bronze und Stahl sowohl typenrein als auch untereinander ohne vorherige Lötpraxis hart löten kann. Das Universallot 590 bietet insbesondere einem ungeübten Anwender eine Reihe von Vorteilen: Das Lot hat einen hohen Silberanteil, und die Löttemperatur beträgt nur 590 °C. Das geniale an diesem Lötsystem ist jedoch das Flussmittel, das das Erreichen der Löttemperatur optisch durch seine Farbveränderung anzeigt. Im kalten Zustand ist das Flussmittel milchig weiß, während des Erhitzens trocknet es zu einem strahlend weißen matten Pulver. Mit steigender Temperatur der Lötstelle wird das Flussmittel allmählich mattgrau, bis es schlagartig anfängt, sich zu verflüssigen und zu glänzen. Genau dieser Augenblick ist der Punkt, an dem die Löttemperatur erreicht ist. Jetzt braucht man nur noch etwa drei Sekunden zu warten und anschließend mit dem Lotdraht die Lötstelle kurz zu berühren. Im Bruchteil einer Sekunde wird ein kleiner Tropfen Lot vom Draht abgeschmolzen und verläuft genauso blitzschnell zu einer homogenen und – falls man die Lotmenge richtig eingeschätzt hat – umlaufenden Lötnaht. Sobald man die Flamme vom Werkstück weggeschwenkt hat, erstarrt die Lötstelle sofort. Mit einer spitzen Zange legt man das noch ordentlich heiße Werkstück auf eine hitzebeständige Unterlage zum Abkühlen ab.
Die Oberfläche des erkalteten Werkstücks ist durch die anhaftenden Flussmittelreste und Oxyde noch rau und unansehnlich. Die Flussmittelreste lassen sich durch das Eintauchen für ca. zwei Stunden in ein Glas mit ganz normalem Haushaltsessig ohne jeglichen Arbeitsaufwand entfernen. Nach dem Essigbad sollte man die Werkstücke unter fließendem lauwarmen Wasser mit einer alten Zahnbürste abwaschen. Die Oxyde (beim Messing sind es rote bis rotbraune Flecken) müssen mechanisch durch Schleifen und Polieren entfernt werden. Für den ersten groben Schliff eignen sich sehr gut die kleinen blauen Gummischleifscheiben von Proxxon. Mit Polierschleifkörpern aus Filz wird anschließend die Polierpaste aufgetragen und verteilt.
Trickkiste 07
Zum Schluss säubert man die Werkstücke mit einer Schwabbelscheibe aus Leder und poliert sie damit fertig. Um auch die letzten Reste der mit den Oxyden vermengten Polierpaste zu entfernen, wischt man die Werkstücke mit Nitroverdünnung oder mit Azeton ab und trocknet sie mit einem Stück Flanell.
Zu erwähnen bleibt noch, dass auch Aluminium hart gelötet werden kann. Die oben beschriebenen Vorgänge haben auch hierbei ihre Gültigkeit mit dem Unterschied, dass man statt des Universallots 590 das Universallot 390 (Bezugsquelle siehe oben) verwenden muss.
Ganz gleich wie gut Sie Ihre Modell-Werkstatt ausrüsten, ist und bleibt das eigene Auge und die Hand jedoch der beste Gradmesser für das spätere Ergebnis.
